
设计理念与形态解析 デザイン理念とフォルム解析
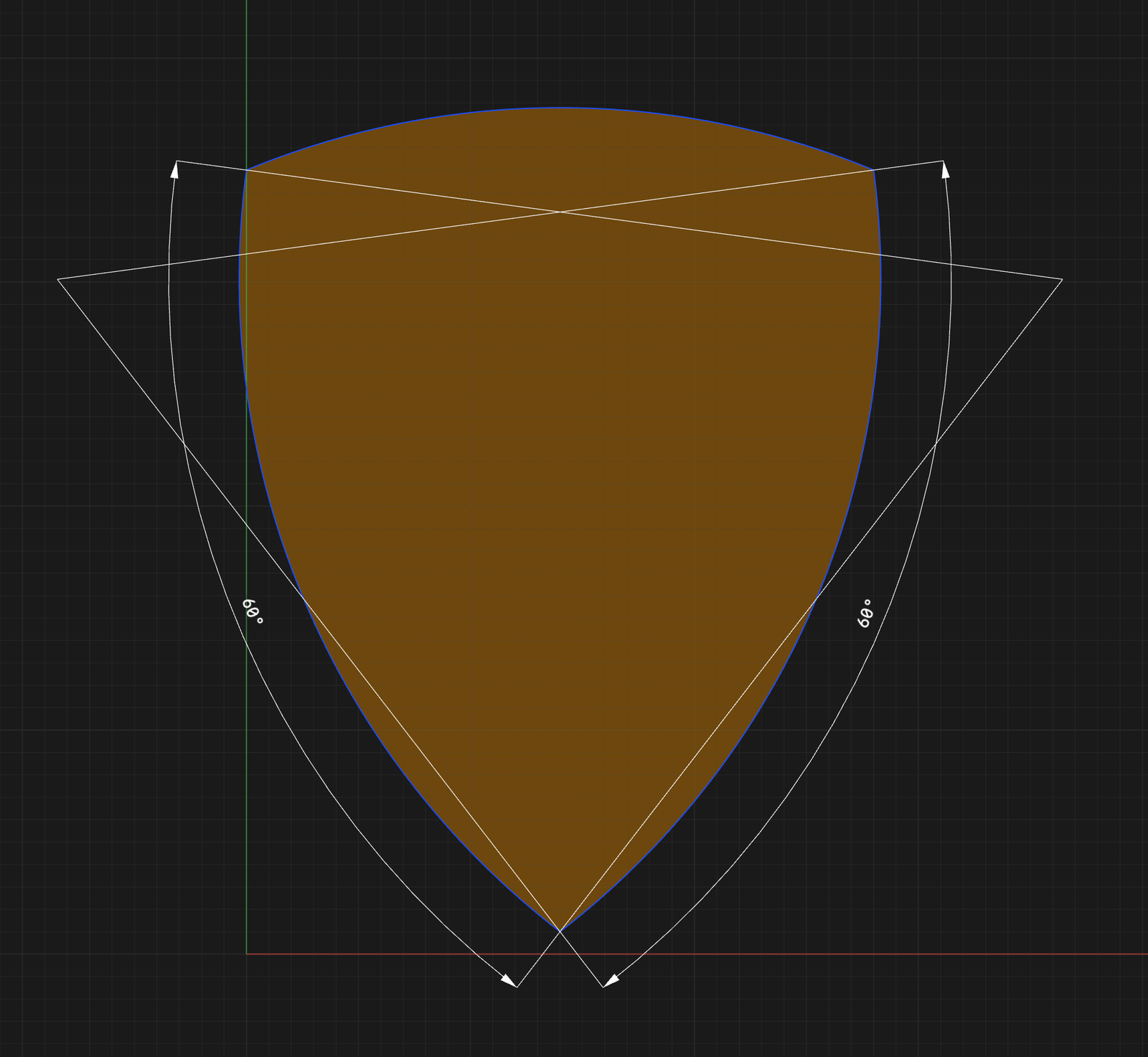
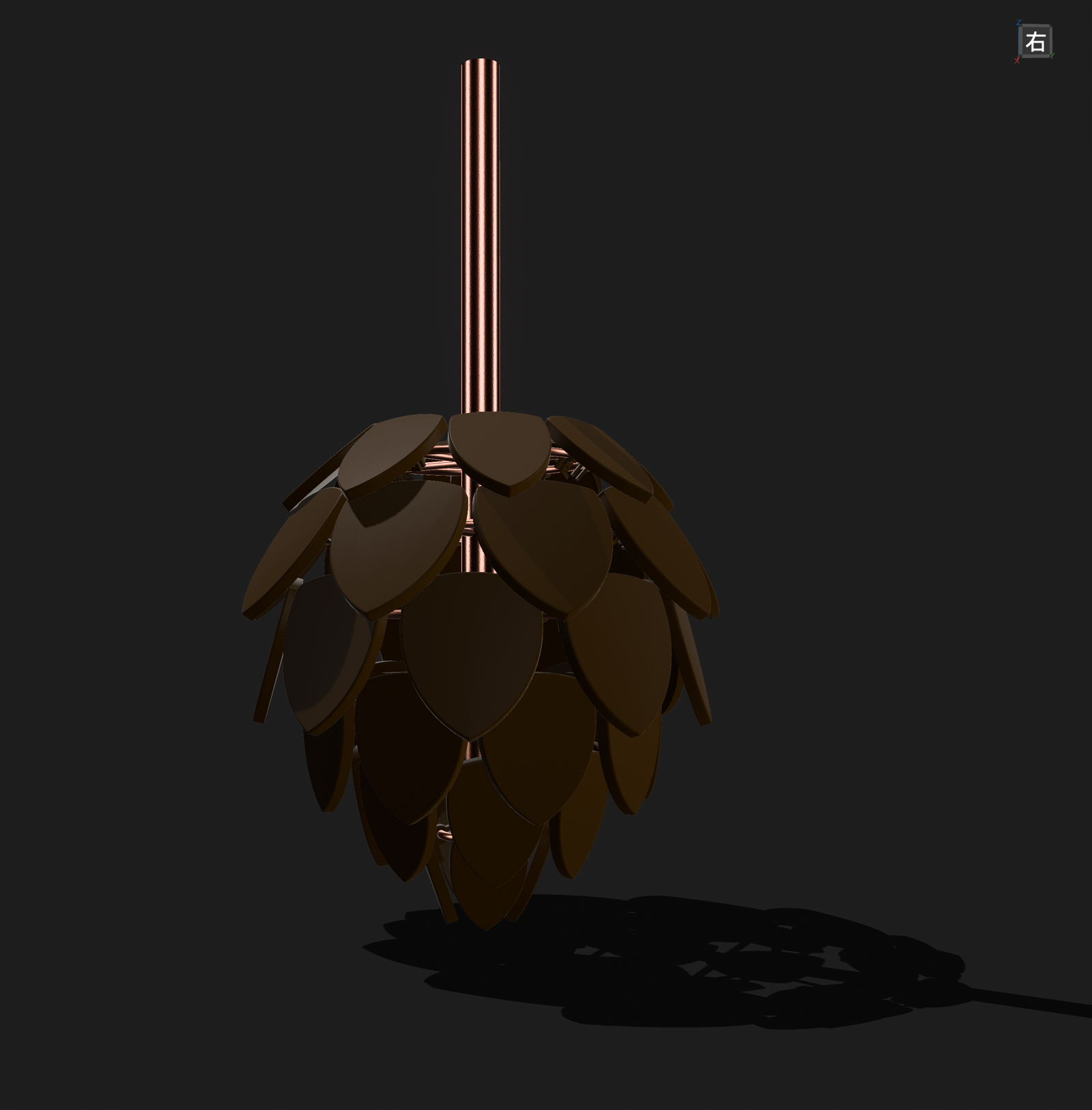
模仿自然界松果的生长形态,采用多层结构堆叠48~64片鳞片的设计。中央部分最宽且高密度配置,实现美丽的"蛋形"轮廓和内部结构的隐蔽。 自然界の松ぼっくりの成長形態を模倣し、多層構造で48~64枚の鱗(スケール)を積層する設計です。中央部を最も広く、かつ高密度に配置することで、美しい「卵型」のシルエットと内部構造の隠蔽を実現します。
※ 层数、鳞片数、配置在最终设计时将综合考虑美观与结构强度的平衡后确定。 ※ 層数・葉片数・配置は最終設計時に美観と構造強度のバランスを考慮して決定いたします。
层结构整体图 層構造の全体図
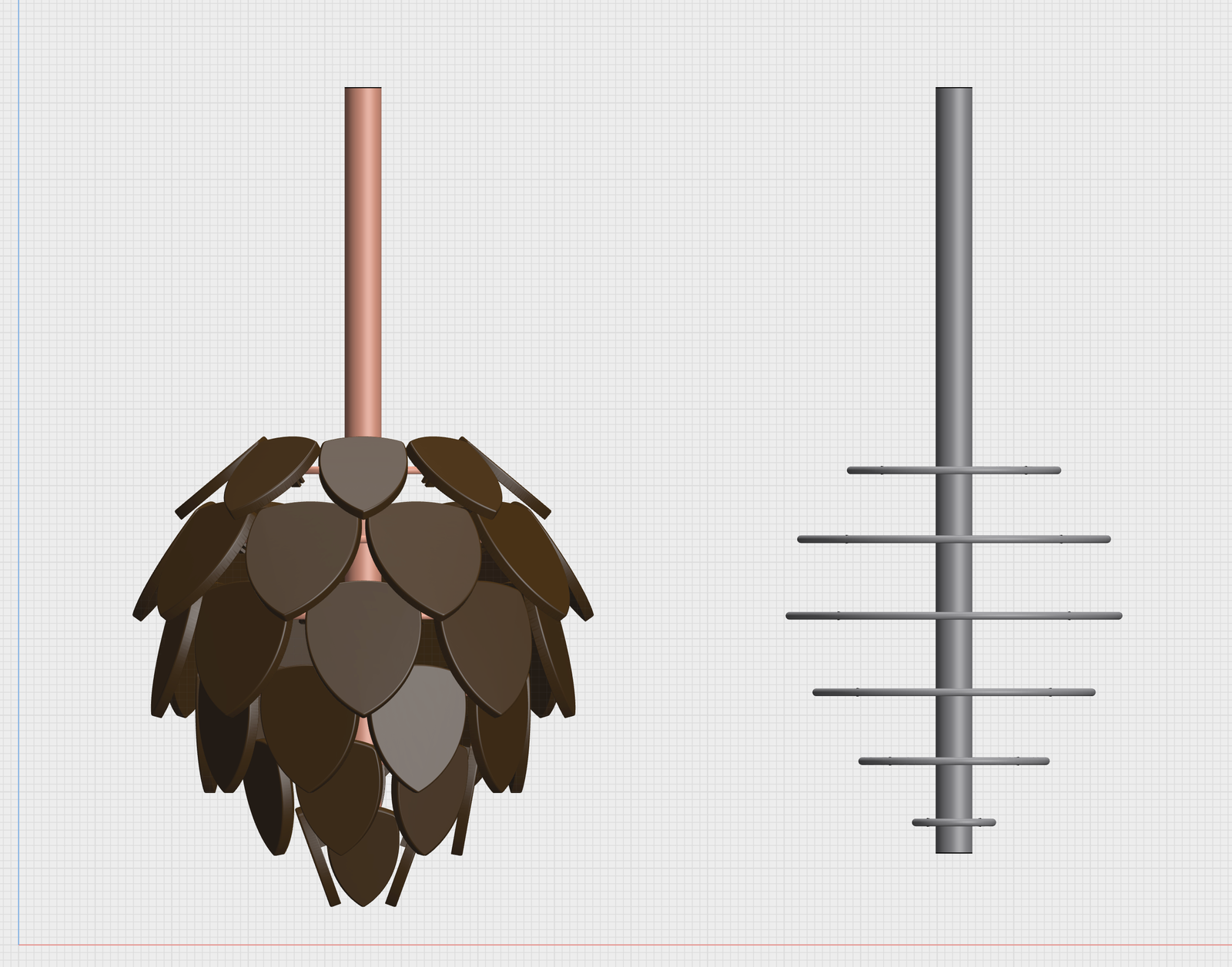
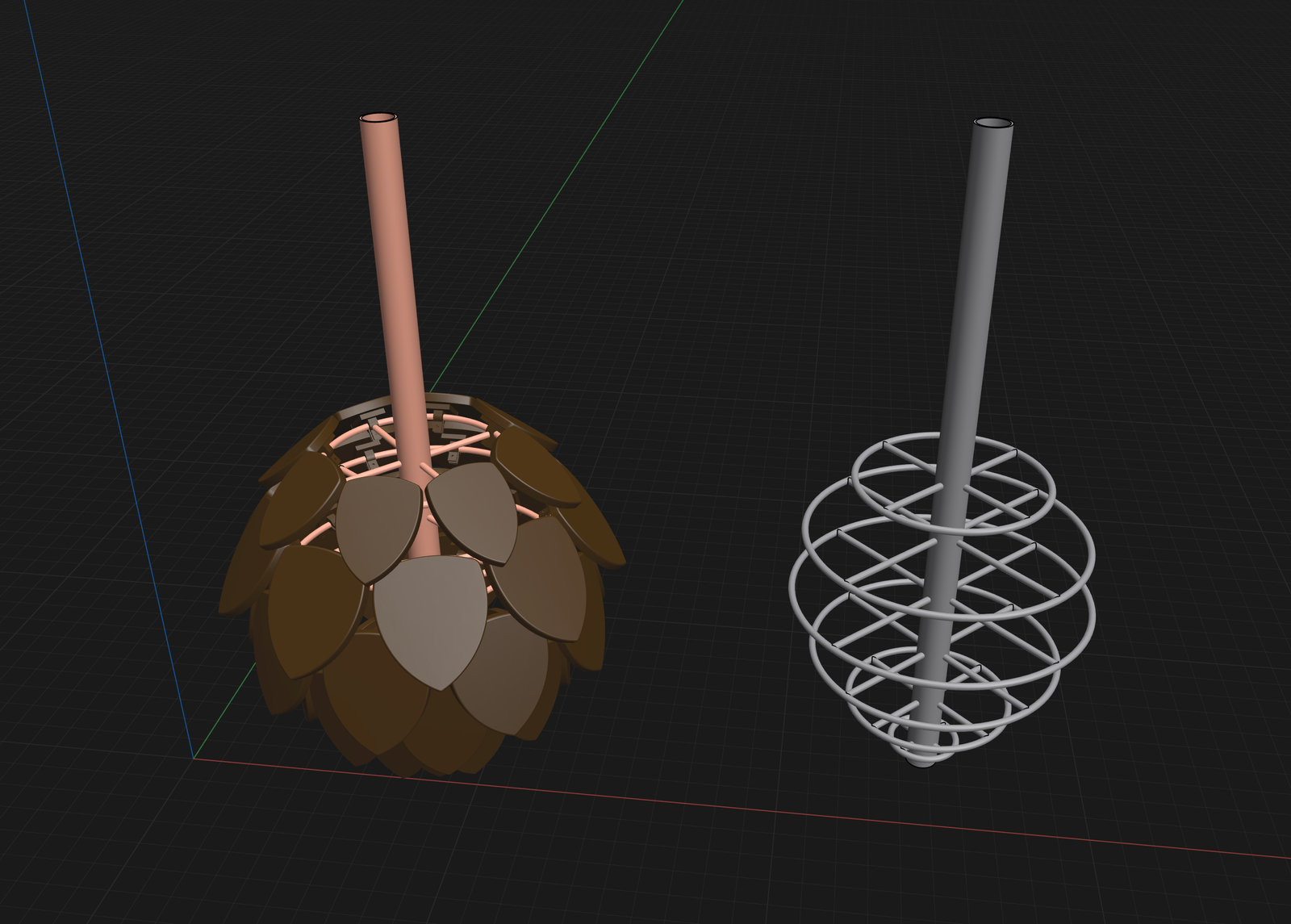
共分6层,详细参数请查看下方「松果灯几何参数计算书」部分 全6層に分かれており、詳細なパラメータは下記の「松ぼっくりランプ幾何パラメータ計算書」部分をご参照ください
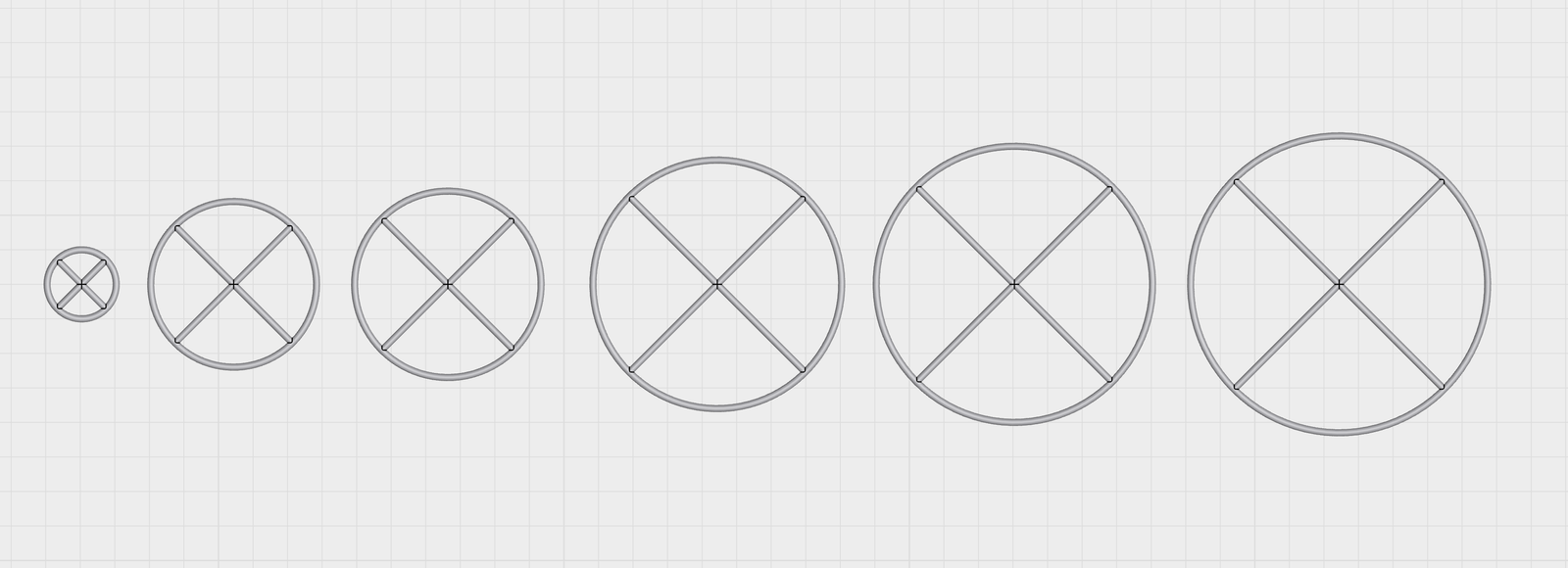
配备6层钢圈结构,共6种尺寸 6層の鋼製リング構造を備え、全6種類のサイズがあります
松果鳞片的结构与涂装 松ぼっくり葉片の構造と塗装
🖨️ 制造方式 🖨️ 製造方式
松果的鳞片部分采用FDM 3D打印技术一体成型,内外两侧采用不同的涂装工艺。 松ぼっくりの葉片部分はFDM 3D打印技術で一体造形され、内外両側に異なる塗装工芸を採用しています。
⚙️ 可动式连接机构(螺栓部分) 可動式接続機構(ねじ部分)
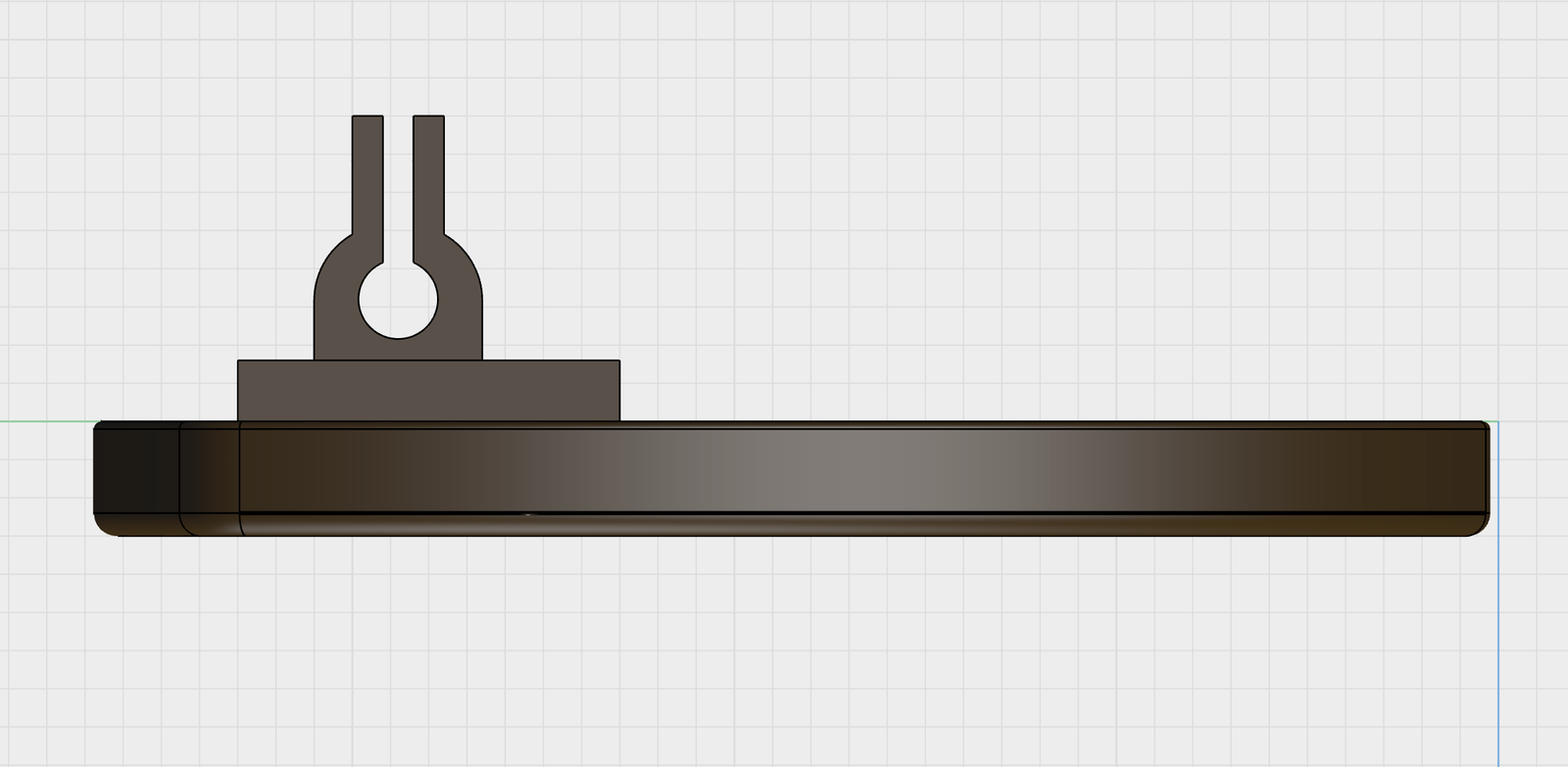
鳞片根部一体成型有半圆环状的3D打印部件。将该半圆环用M4/M5螺栓和螺母紧固到主轴的连接轮毂上,可实现: 葉片の根元には半円リング状の3Dプリント部品が一体成形されています。この半円リングをM4/M5ボルトとナットで主軸の接続ハブに締結することで:
- ✓ 角度可调:松开螺母可自由调整鳞片的开合角度 ✓ 角度調整が可能:ナットを緩めることで葉片の開閉角度を自由に調整
- ✓ 牢固固定:拧紧螺母后通过摩擦力锁定角度 ✓ 確実な固定:ナットを締めることで摩擦力により角度をロック
- ✓ 抗风性能:螺栓螺母连接确保强风下也不会移位 ✓ 耐風性能:ボルト・ナット接続により強風下でもズレない
项目详细规格书 プロジェクト詳細仕様書
SHIRUKOTTE 冈崎店 - 室外巨型可调式松果灯 (FDM版) 的技术规格概要 SHIRUKOTTE 岡崎店 - 屋外巨型可調式松果燈 (FDM版) の技術仕様概要
本规格书展示设计概念和基本方针。各部件的详细尺寸、数量将在精密计算后最终确定。 本仕様書は設計コンセプトと基本方針を示すものです。各部品の詳細サイズ・数量は精密計算後に最終確定いたします。
1 核心设计参数 コア設計パラメーター
产品类型 製品タイプ
室外吊装装饰照明 (Outdoor Pendant Lighting) 屋外吊装装飾照明 (Outdoor Pendant Lighting)
整体尺寸 (概算) 全体サイズ (概算)
灯体高度 H≈600mm (不含吊装配件) / 最大直径 φ≈500mm 灯体高さ H≈600mm (吊装金具除く) / 最大直径 φ≈500mm
※ 最终设计可能有±10%左右的调整 ※ 最終設計により±10%程度の調整可能性あり
安装环境 設置環境
室外屋檐下(需具备防雨、抗紫外线、抗风性能) 屋外軒下(防雨・抗紫外線・耐風性能必須)
核心功能 コア機能
鳞片角度可调 (Adjustable Scales) — 可手动调整松果的"开放"与"闭合"状态 葉片角度可調 (Adjustable Scales) — 松ぼっくりの「開花」と「閉鎖」状態を手動で調整可能
※ 可单独调整48~64片鳞片,创造多样的光线表情 ※ 48~64枚の葉片を個別に調整し、多様な光の表情を創出
2 视觉与照明设计 視覚と照明デザイン
造型风格 造型スタイル
有机仿生松果造型,鳞片层叠错落 有機的なバイオミミクリー松ぼっくり造形、葉片層疊錯落
⭐ 双重质感涂装 (Dual-Finish Painting) ⭐ 二重質感塗装 (Dual-Finish Painting)
哑光(Matte)质感的古铜色/深褐色汽车涂料。吸收环境光,避免塑料的廉价感。营造自然质感。 マット(Matte)質感の古銅色/深褐色自動車塗料を採用。環境光を吸収し、プラスチックの安っぽさを回避。自然な質感を演出。
高光镜面(High-Gloss)涂装。作为反光板功能,将中心光源向外反射,增强内部亮度和通透感,实现"见光不见灯"的高级效果。 高光鏡面(High-Gloss)塗装を採用。反射板として機能し、中心光源を外へ反射、内部の輝度と透明感を増強、「見光不見灯」の高級効果を実現。
照明方式 照明方式
在中心轴安装LED模块,光线从鳞片间隙向外扩散 中心軸にLEDモジュールを設置、光線は葉片の隙間から外へ拡散
3 结构与机械工程解决方案 構造と機械工学ソリューション
🏗️ 核心骨架 (The Spine) コア骨格 (The Spine)
结构用碳钢管 (φ约48mm) 構造用炭素鋼管 (φ約48mm)
※ 最终管径将通过结构计算确定 ※ 最終的な管径は構造計算により確定
为降低物流成本,采用分体式结构。现场用内套管(Spigot)和固定螺丝组装。 物流コスト削減のため、分割式構造を採用。現場で内套管(Spigot)と止付螺丝により組立。
※ 分段数量在最终设计时确定 ※ 分割数は最終設計時に決定
🖨️ 鳞片制造工艺 (The Scales) 葉片製造工芸 (The Scales)
FDM 3D打印 FDM 3D打印
(Fused Deposition Modeling)
ASA 树脂 ASA 樹脂
(Acrylonitrile Styrene Acrylate)
相比ABS具有极强的抗紫外线能力,室外长期使用不会发黄、脆化 ABSと比較し、極めて強い抗紫外線能力、屋外長期使用でも黄変・脆化しない
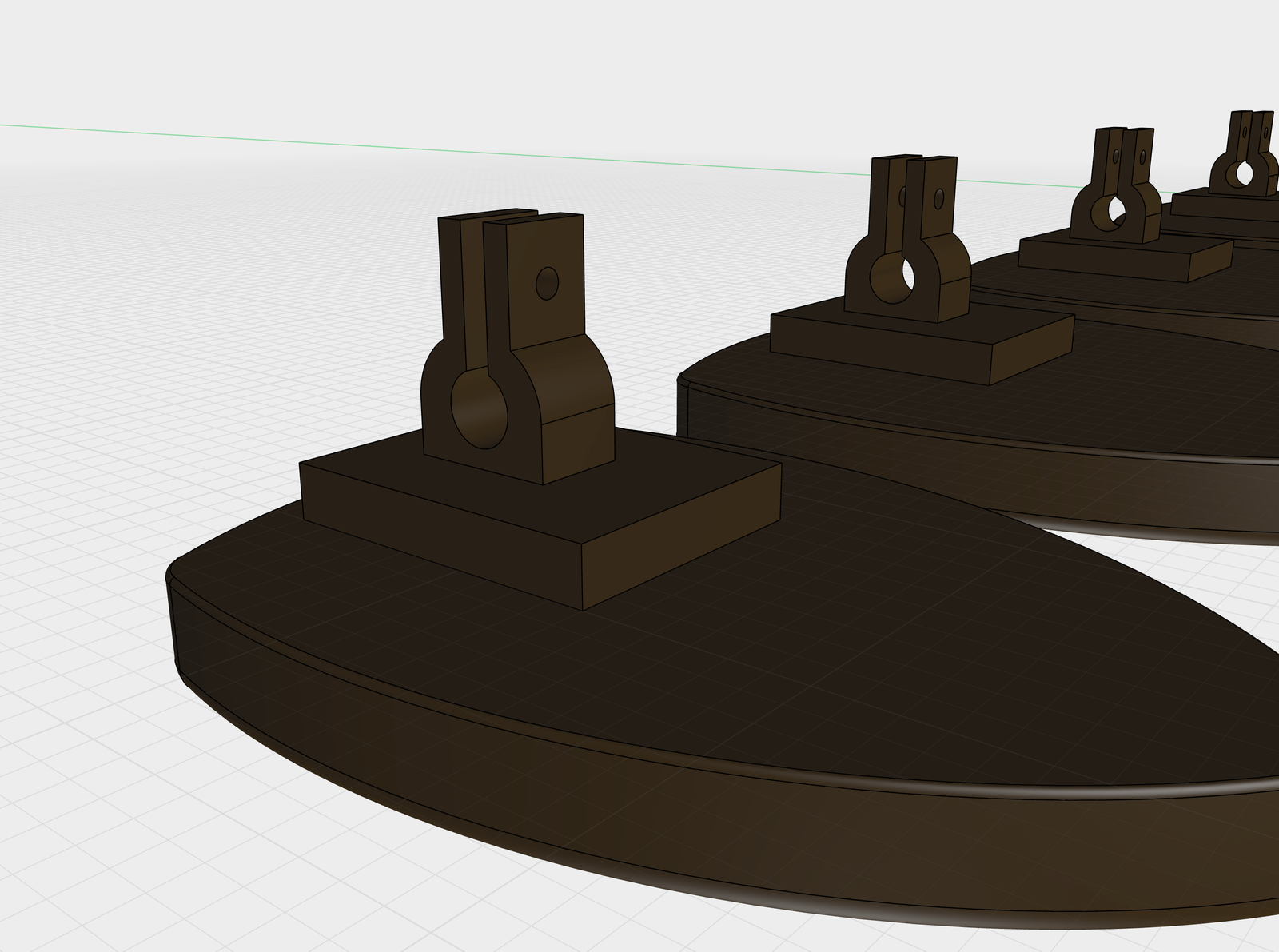
角度调节机构 (Adjustment Mechanism) 角度調節機構 (Adjustment Mechanism)
Key Innovation - 主要创新点 Key Innovation - 主要イノベーション
类型:摩擦式铰链 (Friction Hinge) タイプ:摩擦式ヒンジ (Friction Hinge)
安装在钢管上的环状3D打印部件,带突出的"耳片" 鋼管に装着するリング状3Dプリント部品、突出した「耳片」付き
设计为"U型夹具 (Yoke)"结构,包裹Hub的耳片 「U型クランプ (Yoke)」構造として設計、Hubの耳片を包み込む
M4/M5不锈钢螺栓 + 大垫圈 + 锁紧螺母 贯穿连接点
M4/M5ステンレスボルト + 大型ワッシャー + ロックナット を接続点に貫通
操作逻辑 操作ロジック
松开螺母 → 手动调整鳞片角度 → 强力拧紧 → 通过接触面的巨大摩擦力固定角度(抗风载荷) ナットを緩める → 手動で葉片の角度を調整 → 強力に締める → 接触面の巨大な摩擦力で角度を固定(耐風荷重)
4 制造与组装流程 製造と組立フロー
框架设计与制作 骨格設計と製作
设计并制作钢管主轴骨架、连接钢圈,确定各层尺寸和间距,为后续组装提供结构基础 鋼管主軸骨格、接続鋼製リングを設計・製作、各層のサイズと間隔を確定し、後続組立のための構造基盤を提供
3D打印 3Dプリント
使用大型FDM打印机批量生产ASA鳞片和连接轮毂 大型FDMプリンターを使用し、ASA葉片と接続ハブを量産
表面处理 表面処理
打磨鳞片、填充腻子(去除层纹),内面高光、外面哑光分别涂装 葉片を研磨、パテ処理(積層痕を除去)、内面高光・外面マットに分けて塗装
预组装 予備組立
将连接轮毂预先安装到分段钢管上 接続ハブを分段鋼管に予め装着
物流包装 物流梱包
钢管分段包装,鳞片单独堆叠包装(体积最小化) 鋼管を分段梱包、葉片は個別に積み重ね梱包(体積最小化)
完成检验・效果测试 完成検査・効果テスト
制造完成后测试实际照明效果。通过视频+照片进行最终确认,必要时快速调整 製造完了後、実際の照明効果をテスト。動画+写真で最終確認を実施し、必要に応じて迅速に調整
交付・现场组装 納品・現場組立
📦 交付范围 📦 納品範囲
将所有部件以最小包装配送到现场。附带组装手册。 全部品を最小限の梱包で現場へ配送。組立マニュアル付属。
🔧 组装・安装 🔧 組立・設置
安装作业请贵司自行安排。我方将提供技术支持资料。 設置作業は貴社にて手配をお願いいたします。技術サポート資料を提供いたします。
5 交付与安装相关重要事项 納品と設置に関する重要事項
✅ 我方提供范围 弊社の提供範囲
- • 全部部件的制造・涂装・质量检验 全部品の製造・塗装・品質検査
- • 成品照明效果测试(视频・照片确认) 完成品の照明効果テスト(動画・写真での確認)
- • 最小包装现场配送 最小限梱包での現場配送
- • 提供组装手册・技术支持资料 組立マニュアル・技術サポート資料の提供
🏗️ 贵司对应事项 貴社での対応事項
- • 现场组装作业的安排 現場での組立作業の手配
- • 吊装配件・天花板固定部的准备 吊装金具・天井固定部の準備
- • 电气配线工程(LED模块连接) 電気配線工事(LEDモジュール接続)
- • 鳞片角度的最终调整(开合状态的决定) 葉片角度の最終調整(開閉状態の決定)
📋 组装支持: 📋 組立サポート: 将提供详细的组装步骤书、部件清单、配线图。组装过程中的问题可通过远程提供技术支持。 詳細な組立手順書、部品リスト、配線図を提供いたします。組立工程でのご質問にはリモートにて技術サポートいたします。
松果灯几何参数计算书 松ぼっくりランプ幾何パラメータ計算書
目标尺寸:全高 H=600mm / 最大直径 D=470mm / 层数=6 | Ver 4.1 (视觉修正版) 目標サイズ:全高 H=600mm / 最大直径 D=470mm / 層数=6 | Ver 4.1 (視覚修正版)
优化目标:L1收尖 / L3最大直径 | 风格:自然成熟松果形态 最適化目標:L1先細り / L3最大直径 | スタイル:自然な成熟松ぼっくり形状
1 侧面轮廓曲线模拟 側面輪郭曲線シミュレーション
有机卵形 (Ovoid) 有機卵形 (Ovoid)下图展示了钢圈骨架 (Skeleton) 与 叶片外缘 (Outer Shell) 的关系。为了达到47cm的总直径,内部钢圈最大直径控制在43cm(L3层),重心下移形成成熟松果的自然形态,利用叶片的向外倾斜角度补足剩余尺寸。 下図は鋼製リング骨格 (Skeleton)と葉片外縁 (Outer Shell)の関係を示します。総直径47cmを達成するため、内部鋼製リングの最大直径を43cm(L3層)に制御し、重心を下げて成熟した松ぼっくりの自然な形状を形成します。
2 生产制造参数表 生産製造パラメータ表
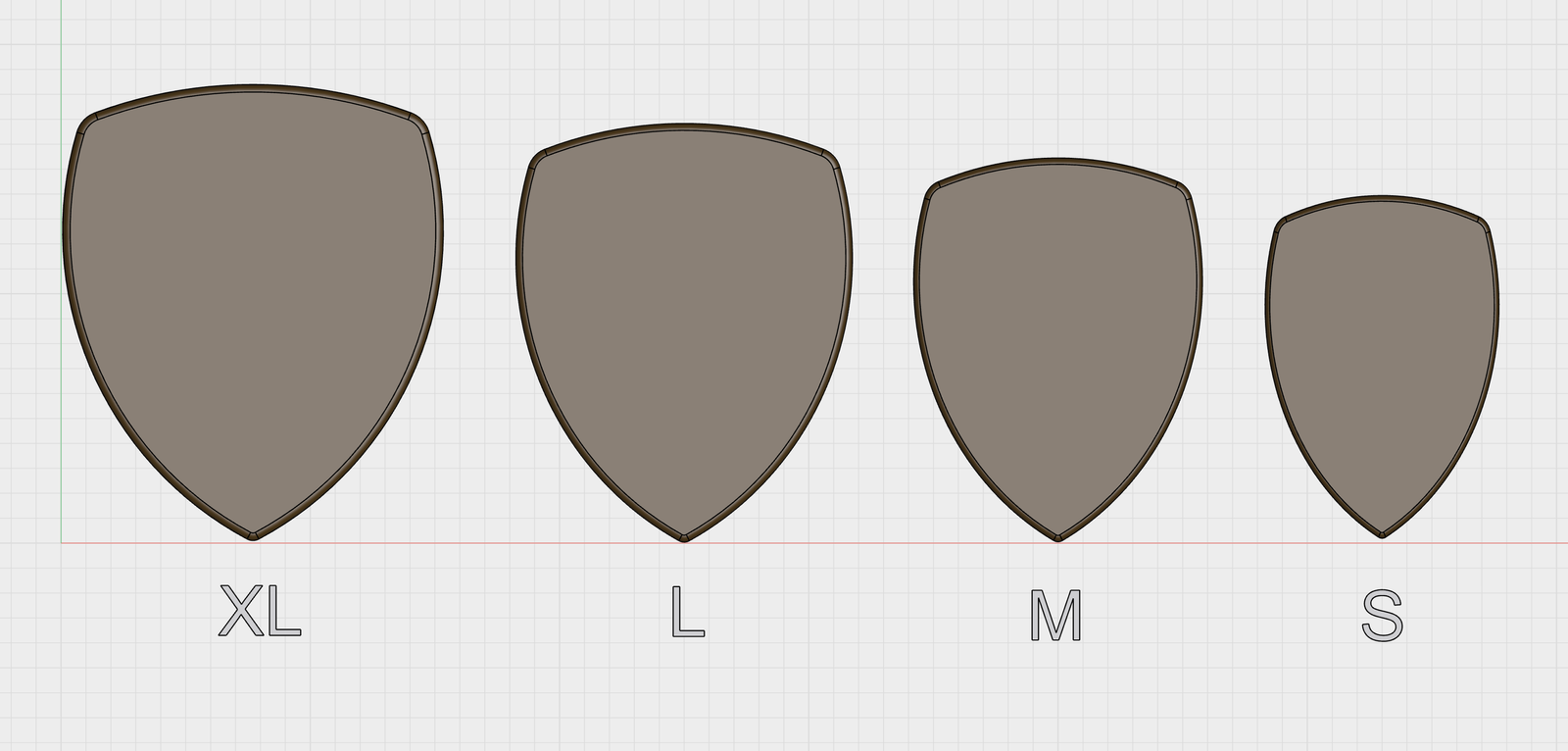
| 层数 (Layer) 層数 (Layer) | 距顶高度 (Z-Pos) 頂部からの高さ (Z-Pos) | 钢圈直径 (Ring Ø) 鋼製リング直径 (Ring Ø) | 叶片尺寸 (H x W) 葉片サイズ (H x W) | 叶片数量 葉片数量 |
|---|---|---|---|---|
| L1 (顶部) L1 (頂部) | 50 mm | Ø 270 mm | 約160 × 100 mm(M) | 8 |
| L2 (过渡) L2 (遷移) | 140 mm | Ø 400 mm | 約190 × 140 mm(XL) | 9 |
| L3 (最大) L3 (最大) | 240 mm | Ø 430 mm | 約190 × 140 mm(XL) | 9 |
| L4 (下收) L4 (収束) | 340 mm | Ø 360 mm | 約170 × 110 mm(L) | 8 |
| L5 (底部) L5 (底部) | 430 mm | Ø 240 mm | 約160 × 100 mm(M) | 7 |
| L6 (尾尖) L6 (先端) | 510 mm | Ø 100 mm | 約150 × 90 mm(S) | 4 |
📐 尺寸校验逻辑 (Ver 4.1 优化版) 📐 サイズ検証ロジック (Ver 4.1 最適化版)
- 最大直径达成: L3层钢圈半径(215mm) + 叶片伸出(20mm) = 235mm半径 (总直径47cm),形成视觉重心下移的自然松果形态。 最大直径の達成: L3層鋼製リング半径(215mm) + 葉片突出(20mm) = 235mm半径 (総直径47cm)、視覚的重心を下げた自然な松ぼっくり形状を形成。
- 顶部收尖优化: L1层Ø270mm相比L3的Ø430mm收窄160mm,避免过于尖锐,更接近真实松果的顶部造型。 頂部先細り最適化: L1層Ø270mmはL3のØ430mmに比べて160mm細く、過度に尖らず、実際の松ぼっくりの頂部形状に近い。
🔨 加工建议 🔨 加工推奨事項
- 骨架制作: 钢圈建议使用 φ4-5mm 实心圆钢,通过3根垂直肋条焊接成笼。 骨格製作: 鋼製リングはφ4-5mm中実丸鋼を推奨、3本の垂直リブで溶接してケージを形成。
- 叶片安装: 3D打印叶片背面建议设计 "C型卡扣" (Snap-fit) 直接扣在钢圈上,方便调节角度。 葉片取り付け: 3Dプリント葉片の背面に「C型スナップフィット」を設計し、鋼製リングに直接取り付け、角度調整を容易に。
精密3D设计模型 精密3D設計モデル
交互式3D模型,可360°查看松果灯的完整设计细节。 インタラクティブ3Dモデル、松ぼっくり照明の完全なデザインディテールを360°で確認可能。
3D设计模型 - 制作中 3D設計モデル - 制作中
💡 使用提示: 💡 使用ヒント: 您可以在上方的3D查看器中旋转、缩放和查看模型的各个角度。使用鼠标拖动旋转,滚轮缩放。最终完成的3D模型将包含所有精确的尺寸标注、零件编号、材料规格和制造参数。 上記の3Dビューアーでモデルを回転、拡大縮小し、あらゆる角度から確認できます。マウスドラッグで回転、スクロールで拡大縮小。最終完成の3Dモデルには全ての精確な寸法、部品番号、材料仕様、製造パラメータが含まれます。
🎨 渲染效果图 レンダリング画像

客户最终确认清单 お客様最終確認リスト
以下事项需要您的最终确认,以确保项目顺利进行 以下の項目について最終確認をお願いいたします。プロジェクトをスムーズに進めるために必要です
📏 灯具距离房顶的距离 📏 照明器具と天井の距離
请确认灯具距离房顶的具体距离(建议提供现场照片或测量数据),这将影响吊杆的长度设计。 照明器具と天井の具体的な距離をご確認ください(現場写真または測定データのご提供をお勧めします)。これは吊り棒の長さ設計に影響します。
🎨 松果叶片的颜色方案 🎨 松ぼっくり葉片のカラースキーム
请确认松果叶片的正面和背面的颜色选择(可提供色卡编号或参考图片),这将影响涂装工艺和最终视觉效果。 松ぼっくり葉片の表面と裏面の色をご確認ください(カラーコード番号または参考画像のご提供をお願いします)。これは塗装工程と最終的な視覚効果に影響します。
⚙️ 金属杆颜色限制说明 ⚙️ 金属棒カラー制限の説明
重要提示:金属杆(主轴)只能做到与松果叶片尽可能相似的颜色,无法完全一致。请知悉此技术限制。 重要事項:金属棒(主軸)は松ぼっくり葉片とできる限り近い色にすることができますが、完全に一致させることはできません。この技術的制限をご了承ください。
🔢 灯具数量确认 🔢 照明器具数量の確認
请确认最终需要制作的灯具总数量,这将影响生产计划和成本预算。 最終的に製作する照明器具の総数量をご確認ください。これは生産計画とコスト予算に影響します。
✨ 叶片规格与透光效果 ✨ 葉片仕様と透光効果
请确认叶片的最终尺寸、形状设计以及期望的透光效果(完全透明、半透明或磨砂效果等),我们将据此优化3D模型和制造参数。 葉片の最終サイズ、形状デザイン、および希望する透光効果(完全透明、半透明、すりガラス効果など)をご確認ください。これに基づいて3Dモデルと製造パラメータを最適化いたします。
📧 请通过邮件或电话与我们联系确认以上事项 📧 メールまたはお電話で上記事項のご確認をお願いいたします
确认后我们将立即开始详细设计和生产准备工作 ご確認後、直ちに詳細設計と生産準備作業を開始いたします
项目排期时间表 プロジェクトスケジュール
从材料确认到盛大开业的完整时间表。考虑春节假期、国际物流等因素的综合计划。 材料確認からグランドオープンまでの完全なタイムライン。春節休暇、国際物流等の要素を考慮した総合計画。
🎯 重要里程碑 🎯 主要マイルストーン
📅 详细时间线 詳細タイムライン
1月初旬 - 材料样品确认 1月初旬 - 材料サンプル確認
第1周 第1週
• ASA/PETG材料样品测试与最终选定
• 涂装工艺测试(哑光/高光效果)
• 确认抗UV性能和耐候性
• ASA/PETG材料サンプルテストと最終選定
• 塗装工芸テスト(マット/ハイグロス効果)
• 抗UV性能と耐候性の確認
1月15日~1月31日 - 设计确认与方案验证 1月15日~1月31日 - 設計確認と方案検証
第2-4周 第2-4週
• 1月15日:发送本提案书给客户
• 1月23日前:提交最终3D模型和部件参数
• 1月最后一周:进行方案验证和强度测试
• 1月31日前:最终方案确认完成
• 结构强度模拟验证(抗风・抗震)
• BOM(物料清单)最终确定
• 1月15日:本提案書をお客様に送付
• 1月23日前:最終3Dモデルと部品パラメータ提出
• 1月最終週:方案検証と強度テスト実施
• 1月31日まで:全設計確認完了
• 構造強度シミュレーション検証(耐風・耐震)
• BOM(部品表)最終確定
2月初~2月中 - 生产制造(2~3周) 2月初~2月中 - 生産製造(2~3週間)
预计2~3周 予想2~3週間
• FDM 3D打印:48~64片鳞片批量生产
• 连接轮毂、固定部件的打印
• 钢管骨架的切割・焊接・防锈处理
• 鳞片表面处理:打磨・腻子・涂装
• 质量检验(尺寸・涂装・强度)
• FDM 3Dプリント:48~64枚の葉片量産
• 接続ハブ、固定部品のプリント
• 鋼管骨格の切断・溶接・防錆処理
• 葉片表面処理:研磨・パテ・塗装
• 品質検査(サイズ・塗装・強度)
🧧 2月17日~2月25日(春节/旧正月)工厂停工
• 若1月31日前确认方案 → 可在春节前发货
• 若方案需调整 → 分批发送:春节前先发3D打印件,春节后再发结构件
🧧 2月17日~2月25日(春節/旧正月)工場停止
• 1月31日前に方案確認完了 → 春節前出荷可能
• 方案調整必要な場合 → 分割発送:春節前に3Dプリント部品、春節後に構造部品
2月中下旬 - 国际运输 2月中下旬 - 国際輸送
发货后7-14天 発送後7-14日
• 完成检验和包装
• 2月中下旬发货:中国→日本国际物流
• 预计运输时间:7-14天
• 清关手续办理
• 目标:3月中旬到达现场
• 完成検査と梱包
• 2月中下旬発送:中国→日本 国際物流
• 予想輸送時間:7-14日
• 通関手続き
• 目標:3月中旬に現場到着
3月中旬 - 到达与现场组装 3月中旬 - 到着・現場組立
第10-11周 第10-11週
• 货物到达SHIRUKOTTE冈崎店
• 验收所有部件(数量・质量确认)
• 钢管骨架组装(内套管连接)
• 连接轮毂安装到主轴
• 鳞片逐片安装・角度调整
• LED照明系统安装・配线
• 貨物がSHIRUKOTTE岡崎店に到着
• 全部品の検収(数量・品質確認)
• 鋼管骨格組立(内套管接続)
• 接続ハブを主軸に装着
• 葉片を1枚ずつ取付・角度調整
• LED照明システム設置・配線
3月下旬 - 试营业准备 3月下旬 - プレオープン準備
第12-13周 第12-13週
• 鳞片开合角度的美学微调
• 照明效果测试(白天/夜间)
• 摄影拍摄(宣传用素材)
• 安全性最终检查
• 员工培训(照明操作・维护)
• 葉片開閉角度の美学的微調整
• 照明効果テスト(昼間/夜間)
• 写真撮影(宣伝用素材)
• 安全性最終チェック
• スタッフ研修(照明操作・メンテナンス)
4月5日 - 盛大开业 4月5日 - グランドオープン
第14周 第14週
🎊 SHIRUKOTTE 冈崎店正式开业
🌟 巨型松果灯首次公开亮相
📸 媒体报道与社交媒体宣传
🎈 开业庆典活动
🎊 SHIRUKOTTE 岡崎店 正式オープン
🌟 巨大松ぼっくり照明 初公開
📸 メディア報道とSNS宣伝
🎈 オープニングイベント
⚠️ 风险因素与应对措施 リスク要因と対応策
🧧 风险1:春节假期影响 リスク1:春節休暇の影響
2月17-25日工厂完全停工,可能影响生产和发货 2月17-25日の工場完全停止により生産と発送に影響の可能性
✓ 应对措施: ✓ 対応策:
- 方案A(理想):1月31日前确认最终方案 → 可在春节前完成生产并发货 プランA(理想):1月31日前に最終方案確認 → 春節前に生産完了・発送可能
- 方案B(备用):方案需要调整 → 分批发送: プランB(予備):方案調整が必要 → 分割発送:
- → 春节前先发送3D打印部件 → 春節前に3Dプリント部品を先行発送
- → 春节后(2月26日起)发送结构件 → 春節後(2月26日から)構造部品を発送
- • 提前储备关键材料和部件 • 重要材料と部品の事前備蓄
🚢 风险2:国际物流延误 リスク2:国際物流遅延
海运可能因天气、清关等原因延迟7-14天 海運が天候・通関等の理由で7-14日遅延の可能性
✓ 应对措施: ✓ 対応策:
- • 优先考虑空运(快速但成本较高) • 空輸を優先(迅速だがコスト高)
- • 提前办理清关文件准备 • 通関書類の事前準備
- • 预留2周物流缓冲时间 • 2週間の物流バッファ確保
📐 风险3:设计变更需求 リスク3:設計変更ニーズ
客户在生产中期提出设计修改要求 製造中期での顧客からの設計変更要求
✓ 应对措施: ✓ 対応策:
- • 1月中旬前完成所有设计确认 • 1月中旬までに全設計確認完了
- • 签署设计冻结协议(Design Freeze) • デザインフリーズ契約締結
- • 生产开始后变更将延期并增加成本 • 製造開始後の変更は遅延とコスト増加
🔍 风险4:质量问题 リスク4:品質問題
3D打印件或涂装出现质量不达标情况 3Dプリント品や塗装の品質不合格
✓ 应对措施: ✓ 対応策:
- • 生产10%备用鳞片(用于替换) • 10%予備葉片を製造(交換用)
- • 分阶段质检:打印后、涂装后、组装前 • 段階的品質検査:プリント後・塗装後・組立前
- • 完成检验视频确认后再发货 • 完成検査動画確認後に発送
📊 总体时间缓冲策略 📊 全体的な時間バッファ戦略
本排期已预留约2-3周的缓冲时间,以应对上述风险因素。如一切顺利,可提前1-2周完成交付。关键节点为3月中旬到货,这样可确保有充足时间进行现场组装和调试。 本スケジュールには約2-3週間のバッファ時間を確保済み。全て順調なら1-2週間前倒し納品可能。重要ノードは3月中旬到着で、現場組立と調整に十分な時間を確保。
建议行动: 推奨アクション: 1月初尽快确认材料和最终设计,为生产争取最大时间窗口。 1月初に材料と最終設計を早期確認し、製造の最大時間ウィンドウを確保。